
- Radiographic Testing
- Ultrasonic Testing
- Ultrasonic Thickness Gauging
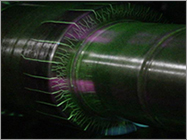
- Magnetic Particle Testing
- Liquid Penetrant Testing
![]()
 | 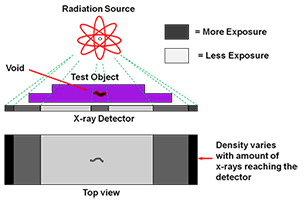 |
Radiographic Testing is possible with source, object & recording medium.
Source: Either X-ray or gamma rays (Ir-192, Co-60, Cs-137 etc.)
Object: Piping /Pressure Vessel/Storage tanks welding, Casting etc.
Recording Medium: Industrial Radiography films
The beam of radiation must be directed to the middle of the section under examination and must be normal to the material surface at that point except in special techniques where known defects are best revealed by a different alignment of the beam. The specimen to be inspected is placed between the source of radiation and the detecting device, usually the film in a light tight holder or cassette, and the radiation is allowed to penetrate the part for the required length of time to be adequately recorded.
The result is a two-dimensional projection of the part onto the film, producing a latent image of varying densities according to the amount of radiation reaching each area. Recorded latent image can be visible after development. The radiograph is examined as a negative, without printing as a positive as in photography.
 |  |
Ultrasonic inspection utilizes high frequency mechanical vibration s and most commercial ultrasonic testing is done with frequencies between 0.5 and 25 MHz. Ultrasonic launched in to material s to detect internal flaws or to characterize materials.
Ultrasonic testing often perform on steel and other metals and alloys, through it can also be used on concrete, wood and composite.
 |
In the field of industrial ultrasonic testing ultrasonic thickness measurement (UTM) is a method of performing the local thickness of a solid element (typically made of metal, if using ultrasound testing for industrial purposes) basing on the time taken by the ultrasound wave to return to the surface. This type of measurement is typically performed with an ultrasonic thickness gauge. |
UTM is frequently used to monitor metal thickness or weld quality in industrial settings. NDE Technicians equipped with portable UTM probes reach steel plating in sides, tanks, decks and the superstructure. They can read its thickness by simply touching the steel with the measurement head (transducer). Contact is usually assured by first removing visible corrosion scale and then applying petroleum jelly or another couplant before pressing the probe against metal
 | 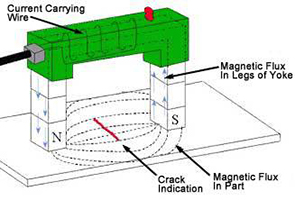 |
Magnetic Particle Testing is a process for detecting surface and slightly subsurface discontinuities in ferromagnetic materials.
The process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in the material. Indirect magnetization occurs when no electric current is passed through the test object, but a magnetic field is applied from an outside source. The magnetic lines of force are perpendicular to the direction of the electric current which may be either alternating current (AC) or some form of direct current (DC) (rectified AC).
Part can be magnetized by using Magnetic Yoke, Prode or Coil.
White light is used for visible Magnetic Particle testing and Ultraviolet light (UV light) use for Fluorescent Magnetic Particle testing. The sensitivity is highest for Fluorescent Magnetic Particle testing.
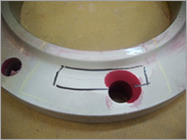 |  |  |
Liquid Penetrant test is also called as Dye Penetrant Test or Penetrant Test. Liquid Penetrant Testing (PT) can be applied to detect surface discontinuities in all non-porous materials. This method can be applied for ferrous, non-ferrous, ceramics (tough and fired), Plastic etc.
PT can detect only surface discontinuities whose mouth is open to the surface.
LPI is used to detect casting, forging and welding surface defects such as hairline cracks, surface porosity, leaks in new products, and fatigue cracks in-service components.
White light is used for visible Liquid Penetrant Testing and Ultraviolet light (UV light) use for Fluorescent Liquid Penetrant Testing. The sensitivity is highest for Fluorescent Liquid Penetrant Testing.